
上海咨詢公司POK?A-?YOKE防錯技術公?開課培訓課程—歡迎企業(yè)內(nèi)部培訓和培訓機構合作垂詢
E防錯公?開課培訓-培訓地點:江蘇無錫萬達廣場 每月開班 小班教學、滿四人開班
金舟軍老師 手機/微信:13816949004 QQ郵箱:923503608@qq.com
以應用為導向的防錯法技術培訓,學員培訓后就會應用防錯,金舟軍老師通過嚴格的培訓流程確保顧客滿意
請點擊查看—金舟軍質量管理工具培訓咨詢實施流程
防錯培?訓講師質量專家金舟軍,防錯培訓機構上海科租企業(yè)管理咨詢有限公司,是產(chǎn)品設計專業(yè)、實戰(zhàn)、解決問題的培訓課程,防錯培訓班和企業(yè)內(nèi)訓請垂詢防錯法培訓課程大綱, 防錯培訓資料光盤贈送,
請點擊查看—金舟軍質量管理工具培訓咨詢實施流程
防錯培?訓講師質量專家金舟軍,防錯培訓機構上海科租企業(yè)管理咨詢有限公司,是產(chǎn)品設計專業(yè)、實戰(zhàn)、解決問題的培訓課程,防錯培訓班和企業(yè)內(nèi)訓請垂詢防錯法培訓課程大綱, 防錯培訓資料光盤贈送,
最有價值的POK?A-YOKE防錯技術培訓?公司
上海科租企業(yè)管理咨詢有限公司金舟軍老師自辦POK?A-YOKE防錯培訓公司,培訓老師自辦公司省出了業(yè)務費用和老板利潤,客戶的培訓費全部變?yōu)榕嘤柪蠋煹呐嘤栙M,能為客戶提供優(yōu)質服務,客戶培訓價值最大化值 。只要學員參加過質量培訓課程,將為學員提供終生的培訓課程答疑。
最具專業(yè)的P?OK?A-YOKE防錯技術培訓講師
金舟軍二十多年專業(yè)從事POK?A-YOKE防錯法培訓講師,專業(yè)涉及質量管理和精益生產(chǎn)課程,客戶涉及世界五百強企業(yè), 每個培訓項目的客戶都有培訓現(xiàn)場的視頻和照片為證。金舟軍老師課程以應用為導向,課堂上只講干貨,絕不以無關的游戲打發(fā)時間。
培訓的客戶-全部有客戶培訓現(xiàn)場照片、視頻為證!



金舟軍老師POK?A-YOKE防錯培?訓優(yōu)勢
重慶長安汽車、上海延鋒韋世通、上海NEC、上海德爾福、武漢東風汽車、江蘇東風起亞、江蘇麥格納、安徽康佳電器、、安徽博西華、上海奧托立夫、浙江海信惠爾浦、沈陽寶馬汽車、上海大金空調(diào)、遼寧大連固特異輪胎、長春大眾集團、湖北武漢佛吉亞、上汽集團、吉林一汽集團、廣西上汽通用五菱、廣西玉林重工、江西長力股份 北京北汽福田、深圳中興通迅、福建新能源科技、湖南三一重工、蘇州恩斯克軸承、河北天威光伏、武漢哈金森、蘇州力特奧維斯、重慶 嘉陵集團 福建奔馳汽車、遼寧大連大眾變速箱 廣東廣州京信通信、深圳中興通訊 河南利達光電 河南新鄉(xiāng)豫新 河北萊尼、山東萊尼 、山東勝地、陜西中航、湖南時代電氣、天津中核
防?錯技?術培訓?公開課課程視頻--點擊圖片即觀看好看視?頻或優(yōu)酷視?頻相應培訓視頻
防?錯技?術培訓?公開課課程視頻--點擊圖片即觀看好看視?頻或優(yōu)酷視?頻相應培訓視頻
結合客戶案例的實戰(zhàn)型培訓 包括后服務答疑的全過程
金舟軍老師通過五大步驟結合客戶案例講解,確保學員學完全就會在工作中應用: 1 .案例網(wǎng)絡調(diào)研、2.案例學員預習、3. 現(xiàn)場案例調(diào)研、4.案例練習點評、5.售后案例答疑。
1.案例網(wǎng)絡調(diào)研
培訓意向一經(jīng)確定,金舟軍老師就要與客戶進行網(wǎng)絡溝通,確定POK?A-YOKE防錯實施難點,收集POK?A-YOKE防錯實施資料,并就實施資料的細節(jié)進行溝通,并了解客戶學習POK?A-YOKE防錯的目的。

2.學員案例預習
3. 現(xiàn)場案例調(diào)研
金舟軍老師根據(jù)POK?A-YOKE防錯實施中的難點,事先為學員出POK?A-YOKE防錯的預習題,幫助學員提前思考怎樣解決實施案例的難點,同時也預習課堂講解的知識。
3. 現(xiàn)場案例調(diào)研
培訓前一天,金舟軍老師會到客戶現(xiàn)場進行一天的現(xiàn)場調(diào)研,查找客戶POK?A-YOKE防錯實施V情況,并為課堂針對客戶實施POK?A-YOKE防錯中的問題講解做準備。

4.案例練習點評
5.售后案例答疑
培訓完成后一年之內(nèi),如果客戶在實施POK?A-YOKE防錯過程中有什么問題,可以為客戶組織騰訊會議的在線答疑至少三次。
根據(jù)案例實施中的難點問題,每天培訓約有五十分鐘的客戶案例分組練習,每組學員的案例練習金舟軍老師都要做詳細的點評,確保學員學完全就會在工作中應用。
5.售后案例答疑
培訓完成后一年之內(nèi),如果客戶在實施POK?A-YOKE防錯過程中有什么問題,可以為客戶組織騰訊會議的在線答疑至少三次。
零缺陷質量控制-POKA-YOKE防錯培訓
mistake proofing
培訓大綱
一. 培訓目的: 通過本課程的學習, 使學員能熟練運用防錯技術,分析和評價本崗位或本工序錯誤發(fā)生的起因,并能制定相應防錯措施,達到本崗位或本工序零缺陷質量控制舟的目的。
二. 培訓對象:產(chǎn)品設計、工藝開發(fā)、設備工裝、生產(chǎn)現(xiàn)場人員和班組長。
三. 課程內(nèi)容
1.兩種質量指標
顧客滿意
質量控制四個階段 金舟軍原創(chuàng) 抄襲必告
目標-零缺陷
質量特性數(shù)據(jù)類型
零缺陷-計數(shù)型數(shù)據(jù)
計量型數(shù)據(jù)-零缺陷
不合格率與過程能力
計量型數(shù)據(jù)-返修率低
返修率低-損失函數(shù)
過程性能指數(shù)
案例討論-對哪種質量特性要用兩種質量指標衡量
2.零缺陷的可能性
質量成本VS零缺陷(交付)
錯誤的質量成本曲線
正確的金質量成本曲線
案例討論-為什么可以實現(xiàn)低成本下的零缺陷
3.兩種零缺陷及其實現(xiàn)方法
預防措施防止生產(chǎn)不合格產(chǎn)品
實施檢驗不流出不合格產(chǎn)品
案例討論-實現(xiàn)低成本的檢驗方法有哪些
4.零缺陷質量控制
實現(xiàn)零缺陷-過程控制
預防舟措施防止生產(chǎn)不合格產(chǎn)品
實施檢驗不流出不合格產(chǎn)品
案例討論-實現(xiàn)低成本的檢驗方法有哪些
5.過程預防控制
人員技能問題的預防控制
統(tǒng)計質量控制
變化點管理
作業(yè)準備驗證
現(xiàn)場解決問題
案例討論-實現(xiàn)低成本的檢驗方法有哪些
6.過程檢驗控制
產(chǎn)品檢驗的兩個功能
三種檢驗方法
判斷檢驗
信息檢驗 金舟軍原創(chuàng) 抄襲必告
抽樣檢驗與全檢
檢驗軍過程風險
自檢系統(tǒng)
后續(xù)檢查系統(tǒng)
溯源檢驗
案例討論-為什么信息檢驗好過判斷檢驗
7.溯源檢驗
溯源檢驗原理
溯源檢驗循環(huán)
溯源檢驗案例
案例討論-為什么信息檢驗好過判斷檢驗
8.防錯Poka-yoke
生活中的防錯
過程不符合的根本原因
人員三個方面的錯誤
人無法避免的錯誤
防錯定義
防錯應該是廉價的
零缺陷質量控制系統(tǒng)
過程中防錯VS檢驗中防錯
案例討論-針對一過程釆取一個廉價的防錯措施
9.防錯兩種功能
控制功能
警告功能
案例討論-為什么控制功能好過警告功能
10.三種類型防錯方法
觸碰式防錯法
固定數(shù)值防錯法
動作步驟探測防錯法
案例討論-三種類型防錯方法與溯源檢驗的關系
11.觸碰式防錯法
防止螺絲數(shù)量缺失
防止剎車拉索夾鉗定位錯誤
防止夾具沒有把零件夾對位
防止報警指示燈裝反 金舟軍原創(chuàng) 抄襲必告
防止將工件反面放置
防止沖壓開卷的長度不符合
防止鉆孔出現(xiàn)不良
防止漏裝插入件
防止沖壓工件放反
防止不同尺寸的部件混淆
防止制動軟管的金屬接口反向安裝
防止部件裝夾傾斜
防止工件夾具上裝反
防止工件在夾具中定位不準確
防止工件鉆孔的深度不夠
防止螺絲刀從刀槽滑出劃傷包裝箱
案例討論-客戶制造過程觸碰式防錯法的應用
12.固定數(shù)值防錯法
防止員工忘記打點焊
防止員工忘記更換沖頭
預分裝防錯顯示剩余零件的方法
保證擾流器定位螺絲的正確安裝
案例討論-客戶制造過程固定數(shù)值防錯法的應用
13.動作步驟探測防錯法
防止誤裝S形的彈簧
防止混淆座椅側護板的型號
防止漏打或重復打印車輛識別號碼
防止漏貼車門隔音墊
防止動作和順序錯誤
案例討論-客戶制造過程動作步驟探測防錯法的應用
14.自動化檢驗防錯
檢驗中防錯
打孔檢驗防錯
焊接點拉力檢驗防錯
開槽檢驗防錯
研磨件檢驗防錯
鑄鐵澆鑄不足檢驗防錯
案例討論-客戶制造過程動作步驟探測防錯法的應用
15.通用汽車防錯裝置分類
防錯裝置(不制造)
錯誤探測裝置(不流出或不接受)
防錯裝置驗證
案例討論-客戶制造過程防錯裝置驗證的應用
16.產(chǎn)品設計防錯
可制造性和裝配設計
產(chǎn)品設計FMEA與產(chǎn)品設計防錯
零件僅具有唯一正確的裝配位置
標簽僅具有唯一正確位置 金舟軍原創(chuàng) 抄襲必告
零件不對稱性,防止裝配錯誤
安裝孔夸大零件的不對稱性
電路板和盒子安裝夸大零件的不對稱性
會反裝將零件設計為零件對稱
電腦USB不對稱
電腦的耳機接口對稱
設計明顯防錯標識
顏色防錯的例子
案例討論-客戶產(chǎn)品上怎樣進行產(chǎn)品設計防錯
17.制造過程防錯
過程PFMEA與制造過程防錯
防止沖孔模具中放反
工裝過程設計防錯解決沒加墊圈
檢查單過程設計防錯
案例討論-客戶制造過程防錯的應用
18.自働化
防錯=自働化
自動化與自働化
自働化的特征
自働化兩大功能
Andon警示燈兩大功能
案例討論-從自働化角度考慮客戶防錯的應用
19.錯誤條件防錯
錯誤導致產(chǎn)品缺陷的機理
生產(chǎn)的五個元素
紅牌狀況-導致錯誤的條件
十種人為錯誤
防錯的前提條件
人為錯誤對策
消除紅牌條件
目視管理用直觀的Poka yoke
顏色管理幻燈機一紅點
消除紅牌條件橡皮管被裝在擰桿柄
消除紅牌條件PCBA板無塵白布包住
消除紅牌條件標準化作業(yè)
案例討論-客戶現(xiàn)場怎樣消除紅牌條件
20.防錯十大原理
斷根原理
保險原理
自動原理
相符原理
順序原理
隔離原理
復制原理
層別原理
警告原理
緩和原理
案例討論-客戶現(xiàn)場怎樣消除紅牌條件
21.制造過程常見不符合 金舟軍原創(chuàng) 抄襲必告
漏工序:遺漏一個或多個過程步驟
加工失誤:過程的操作沒有按標準工作程序實施
工件不倒位:工件安裝位置不按標準。
漏裝部件:裝配、焊接中沒有全部部件到位。
錯裝部件:裝配時安裝了不正確的部件。
工件工序錯:對錯誤的部件加工
操作錯誤:執(zhí)行操作不正確;標準或規(guī)范版本不正確
調(diào)整誤差:機器調(diào)整、測試方法誤差。
設備設置錯:由不正確的維修或部品更換導致的缺陷
備錯工裝:損壞的刀刃夾具或錯誤的裝備
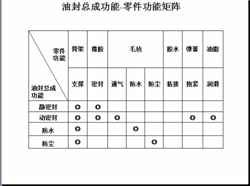
人的錯誤與過程不符合矩陣
案例討論-客戶現(xiàn)場漏裝部件與什么人的錯誤有關
22.防錯裝置類型
接觸傳感裝置
非接觸傳感裝置
計數(shù)及時間裝置
案例討論-固定數(shù)值防錯法主要用什么防錯裝置
23.防錯實施流程
明確問題
分析過程
確定防錯方向
制定并驗證防錯
實施防錯
確認防錯
預防問題重復出現(xiàn)
四. 課程學時: 每天6.5小時 共2天
如果信息檢驗要成為控制質量的佼佼者,那么很有必要實施100%全檢并提高發(fā)現(xiàn)不良品和信息反饋的速度,只有這樣,信息檢驗才具有較大的價值。我認為:
1.如實施100%全檢,盡管能比較徹底地檢驗出不良品,但同時增加了檢驗的時間和花費
2.統(tǒng)計質量控制方法運用統(tǒng)計學以及抽樣檢驗的原理,減少了檢驗的時間和成本
3.新的檢驗方法只需要積極地運用防差錯方法,即使進行了100%全檢,也不會花費太多的時間和精力
20年來,我一直堅信好的質量控制需要使用統(tǒng)計學方法,現(xiàn)在,我在一定程度上改變了這種想法,并開始重新審視連續(xù)檢驗和自我檢驗。
盡管使用連續(xù)檢驗,自檢和其它的檢驗技術,可以大大地減少不良品出現(xiàn)的機率,但我還是想找到一個更有效的檢驗方式。我發(fā)現(xiàn)我們都是在不良品出現(xiàn)之后,才反饋信息,采取措施,我在思考有沒有一種檢驗方式,能提前防止不良品的出現(xiàn)。我認為缺陷都來自于錯誤,也許能利用某種控制機制在更早的階段就防止錯誤的發(fā)生。這一系列的思考促使我第一次想到了根源檢驗。
事實證明根源檢驗與防差錯系統(tǒng)之間的結合可以帶來巨大的利益,1977年,松下電工公司洗衣機分部在Shizuoka的分廠,運用根源檢驗與防差錯系統(tǒng),其月產(chǎn)30,000臺洗衣機的總裝線連續(xù)12個月達到了零缺陷的目標。這個結果讓我對“零缺陷質量控制”有了信心,也讓我從此不再迷信統(tǒng)計質量控制的魔力。
在這本書里,我詳細地敘述了自己這些關于質量管理理念的發(fā)展。我之所以冒險寫出這本書,是因為我看到“好的質量控制必須使用統(tǒng)計學”這種觀點在許多人的腦海里已根深蒂固。我建議這些人去想想質量控制的真正目的。
正是因為日本早期的質量控制運動對質量管理進行了改善,從質量控制圈到全面質量控制,日本的產(chǎn)品質量取得了大幅度的提升。今天,日本人在質量控制領域的成就贏得了全世界的贊美,也引起了廣泛的關注。
我想以寓言的形式來講述質量管理的發(fā)展歷程。
很早以前,人們有一個神圣的理念:質量檢驗就意味著要雙手合十,祈禱“判斷檢驗”這個上帝的出現(xiàn)。
如果信息檢驗要成為控制質量的佼佼者,那么很有必要實施100%全檢并提高發(fā)現(xiàn)不良品和信息反饋的速度,只有這樣,信息檢驗才具有較大的價值。我認為:
1.如實施100%全檢,盡管能比較徹底地檢驗出不良品,但同時增加了檢驗的時間和花費
2.統(tǒng)計質量控制方法運用統(tǒng)計學以及抽樣檢驗的原理,減少了檢驗的時間和成本
3.新的檢驗方法只需要積極地運用防差錯方法,即使進行了100%全檢,也不會花費太多的時間和精力20年來,我一直堅信好的質量控制需要使用統(tǒng)計學方法,現(xiàn)在,我在一定
程度上改變了這種想法,并開始重新審視連續(xù)檢驗和自我檢驗。
盡管使用連續(xù)檢驗,自檢和其它的檢驗技術,可以大大地減少不良品出現(xiàn)的機率,但我還是想找到一個更有效的檢驗方式。我發(fā)現(xiàn)我們都是在不良品出現(xiàn)之后,才反饋信息,采取措施,我在思考有沒有一種檢驗方式,能提前防止不良品的出現(xiàn)。我認為缺陷都來自于錯誤,也許能利用某種控制機制在更早的階段就防止錯誤的發(fā)生。這一系列的思考促使我第一次想到了根源檢驗。
事實證明根源檢驗與防差錯系統(tǒng)之間的結合可以帶來巨大的利益,1977年,松下電工公司洗衣機分部在Shizuoka的分廠,運用根源檢驗與防差錯系統(tǒng),其月產(chǎn)30,000臺洗衣機的總裝線連續(xù)12個月達到了零缺陷的目標。這個結果讓我對“零缺陷質量控制”有了信心,也讓我從此不再迷信統(tǒng)計質量控制的魔力。
在這本書里,我詳細地敘述了自己這些關于質量管理理念的發(fā)展。我之所以冒險寫出這本書,是因為我看到“好的質量控制必須使用統(tǒng)計學”這種觀點在許多人的腦海里已根深蒂固。我建議這些人去想想質量控制的真正目的。
正是因為日本早期的質量控制運動對質量管理進行了改善,從質量控制圈到全面質量控制,日本的產(chǎn)品質量取得了大幅度的提升。今天,日本人在質量控制領域的成就贏得了全世界的贊美,也引起了廣泛的關注。
我想以寓言的形式來講述質量管理的發(fā)展歷程。
很早以前,人們有一個神圣的理念:質量檢驗就意味著要雙手合十,祈禱“判斷檢驗”這個上帝的出現(xiàn)。